
Крылатые колеса - Сделано в России
«Популярная механика» выяснила, как делают самые совершенные автомобильные колесные диски – так называемую «ковку».

Мы стоим в кузнечно-прессовом цехе Ступинской металлургической компании, над нами возвышается гигантский пресс, развивающий усилие в 10 000 тонн. Бригада рабочих меняет оснастку штамповочного пресса, а Александр Ловчев, заместитель начальника производства дисков автомобильных и мотоциклетных колес Ступинской металлургической компании (СМК), раскрывает нам секреты производства кованых колес. «Вообще-то ‘кованые’ – это не совсем точно с технической точки зрения, правильнее было бы называть их дисками, изготовленными методом горячей объемной штамповки в закрытых матрицах, – улыбается Александр. – Но столь сложное название с первого раза мало кто способен выговорить, так что слово ‘кованые’ вполне прижилось».

Один из рабочих с помощью кисти смазывает штамповую оснастку специальной смазкой, чтобы готовая деталь не прилипала к пресс-форме
«Эти диски – дальние родственники самолетов, – продолжает Александр. – В начале 1990-х множество предприятий, работавших в советское время на авиацию и космос, с уникальным оборудованием и технологией, оказались без госзаказов. И, чтобы выжить, вынуждены были перейти на товары народного потребления. Кто-то стал делать кастрюли, а СМК – в том числе и колесные диски. Технологии используются действительно самолетные – как при производстве некоторых силовых элементов конструкции планеров». В этом отношении российским автомобилистам повезло: такие прессы есть далеко не во всех странах. А даже где есть – подобное чрезвычайно дорогое оборудование, как правило, работает в основном на авиационно-космическую (а вовсе не на автомобильную) промышленность.

Секторный штамп. При горячей объемной штамповке используются вот такие штампы, состоящие из нескольких секторов. При окончательном формировании диска верхняя часть штампа опускается, и сектора сходятся. Излишки металла при этом выдавливаются через щели, образуя облой
От отливки к колесу
Для дисков используется сплав типа АВ на основе алюминия с легирующими добавками магния, меди, меди, кремния и марганца. Он не только высокопрочен, но и пластичен. За рубежом аналог этого сплава обычно называют «авиационный алюминий 6061» (aircraft grade Al 6061). Готовую отливку – цилиндр диаметром примерно 20 см – режут на куски нужной длины (в зависимости от размера будущих колес), складывают в корзины и отправляют в кузнечно-прессовый цех.
Там эти заготовки, пока даже отдаленно не напоминающие колесные диски, разогревают и с помощью пресса «осаживают» – сплющивают, превращая в «блинчики» толщиной сантиметров двадцать и диаметром около полуметра. Процесс дальнейшего превращения в колеса происходит в несколько этапов. Сначала «блинчики» разогревают до 4300С и с помощью предварительного штампа (разогретого примерно до 3500С) превращают в «кастрюли» – предварительные заготовки для автомобильных колес.
«Кастрюли» вновь отправляются в печь для разогрева, а затем специальный конвейер подает их к прессу с другим установленным штампом – окончательным. «Пауза между выходом заготовки из печи и собственно штамповкой не должна быть больше 11 секунд, иначе заготовка остынет ниже критической температуры», – поясняет Александр. Один из рабочих смазывает разогретый штамп специальной смазкой, двое других ловко хватают «кастрюлю» длинными щипцами и переносят на пресс-форму. Верхняя часть пресса опускается, поднимается – и вот из-под пресса достают готовое, если не считать облоя (излишков материала, выдавленных при штамповке), колесо. Первые четыре отштампованных колеса после освоения нового штампа идут на контроль геометрии – только после этого дается разрешение на использование штампа для серийного производства дисков.
Пресс с усилием в 10 000 тонн (в СМК таких два) позволяет изготавливать диски большого диаметра. «Мы – единственное предприятие в России, кто освоил производство дисков диаметром до 22 дюймов! – с гордостью говорит Александр. – Меньшим усилием их просто не продавить – придется разогревать сплав до почти жидкого состояния, а это уже не объемная, а ‘жидкая штамповка’ – так мы называем литье под высоким давлением».


Литейный цех – первый этап любого металлургического производства
Термообработка и контроль
Несмотря на уже проступившее внешнее сходство, механические свойства колес пока еще далеки от тех чудных качеств, которыми славится «ковка». А славится она высокой прочностью (превышает прочность литых дисков при существенно меньшей массе), пластичностью (в отличие от литых дисков, кованые при высоких нагрузках деформируются, а не разрушаются) и упругостью (при умеренных нагрузках они деформируются упруго). Для получения всего этого как раз и нужна термообработка. Сначала колеса подвергают закалке – равномерно прогревают в течение нескольких часов в печи до 5150С, а затем быстро охлаждают, погружая в воду. После закалки сплав уже имеет нужную мелкозернисто-волокнистую структуру, но для того, чтобы колеса приобрели нужные механические свойства, их нужно «состарить» – подождать, пока структура выровняется, и убрать внутренние механические напряжения. В обычных условиях на это может уйти пара месяцев, но, чтобы не терять время, заготовки искусственно состаривают: выдерживают в печи при температуре 150–1600С примерно 12–14 часов, после чего медленно охлаждают.

После термообработки колеса ожидают отправки в цех мехобработки

Цилиндрические катки – это заготовки будущих колес для автоспорта
После термообработки не менее 10% заготовок из каждой партии подвергаются контролю. Их поверхность протравливают: на светлой травленой поверхности хорошо заметны дефекты штамповки и складки. А одно колесо из партии безжалостно распиливают, вырезая из него специальный фрагмент – так называемый шаблон. Шаблон шлифуют и протравливают, а затем тщательно изучают в лаборатории на наличие дефектов деформации, термообработки и однородности сплава. «Чаще всего дефекты встречаются в ступичной части, – поясняет Александр. – Там наиболее сложный с металлургической точки зрения характер деформаций и термических нагрузок». На этом этапе также проводится контроль механических свойств сплава – образцы закрепляются в специальной разрывной машине, с помощью которой определяется предел прочности, предел текучести, относительное удлинение и твердость. Если дефекты и значения характеристик материала не укладываются в допуски, изучению подвергается еще одно колесо из партии. Если же и повторная проверка подтверждает эти выводы, значит, имело место нарушение технологической цепочки – и вся партия бракуется. Если же все параметры в норме – партия колес уходит на механическую обработку.

Практически готовое колесо – остается только слесарка и покраска
Сделано в России
С заготовки, уже напоминающей по форме будущее колесо, на токарном станке снимают лишний припуск металла, в ободе просверливают ниппельное отверстие, а в ступичной части – крепежные отверстия под болты. Затем колесо устанавливают на фрезерный станок с ЧПУ, который и вырезает запрограммированный дизайн.
«Есть ли ограничения по дизайну? В общем-то, нет – рисунок может быть любым, колесо можно сделать очень легким и ажурным, и единственное ограничение связано с нагрузкой, которую оно должно выдерживать, – отвечает на мой вопрос Александр. – Вот, например, этот 15-дюймовый диск весит чуть больше 5 кг, почти в два раза меньше стального штампованного аналога. И при этом параметры его значительно превосходят требования российского ГОСТа. Кстати, такая масса не является рекордной – в свое время мы сделали для японского рынка самое легкое в мире 15-дюймовое колесо – оно весило 3950 г».
«Некоторые диски после механической обработки дополнительно полируются. Для дисков марки M&K, которыми представлен наш премиум-сегмент, эти операции производятся за рубежом, – продолжает Александр. – Для остальных проводится обычная слесарная обработка – снимаются острые кромки, а затем производится окончательный контроль на соответствие геометрических размеров чертежу, биения обода и дисбаланс. Последний параметр по ГОСТу контролировать необязательно, но мы это делаем, причем наш ‘внутренний’ стандарт в этом отношении в два раза более жесткий, чем российский ГОСТ. В СМК вообще очень строгая и хорошо налаженная система контроля качества – сказывается авиационное прошлое: на каждом этапе, от отливок до готового колеса, детали отслеживаются по маркировке. Видите, на колесе выбит номер? После покраски, окончательной проверки и одобрения ОТК колесо упаковывают, а его заводской паспорт будет храниться у нас еще в течение десяти лет. Сколько времени занимает производство диска? Около недели чистого времени, но, если учитывать производственный график, получается около месяца».
Российские технологии в области изготовления кованых колес вполне признаны и за рубежом. «В прошлом году на немецком ‘Мотор-шоу’ в Эссене, главной европейской ежегодной выставке в сфере тюнинга автомобилей, несколько тюнинговых ателье выставили очень дорогие машины – Bentley и Aston Martin – именно на наших дисках M&K», – говорит Александр. «А посетители знали о том, что эти диски российские?» – спрашиваю я. «Да, конечно! Клейма ‘Сделано в России’ мы не стесняемся. Мы им гордимся.»
Обходные технологии
Изготовление колесных дисков методом горячей объемной штамповки – дорогое удовольствие. Далеко не каждый производитель может позволить себе мощный пресс стоимостью несколько десятков миллионов долларов. А ведь покупателю, наслышанному о чудесных свойствах «кованых» дисков, подавай именно их! Вот и приходится небольшим тюнинговым ателье выкручиваться. Самый простой способ – заказ у крупных производителей. «Иногда у нас покупают не сами диски, а полуфабрикаты, – говорит Александр Ловчев. – То есть все операции, требующие дорогостоящего или уникального оборудования, производим мы, а окончательную обработку, полировку и окраску – сам покупатель. Так поступают некоторые иностранные компании». Некоторые фирмы работают по «обходным технологиям». Например, менее мощные прессы (скажем, с усилием в 3–5 тысяч тонн) обходятся гораздо дешевле, но не развивают достаточного усилия для горячей объемной штамповки алюминиевых сплавов. Зато с помощью такого пресса можно осуществлять «жидкую штамповку» – литье под высоким давлением. «Эту технологию освоили некоторые японские компании, – поясняет Александр. – Такие диски по своим свойствам превосходят литые, но до настоящей ‘ковки’ все же не дотягивают по пластичности и упругости». Еще один относительно дешевый способ изготовления «кованых» дисков – раскатка. «Отливается заготовка – ступичная ‘тарелка’ с прообразом будущего обода, – объясняет Александр Ловчев. – После термообработки ее закрепляют в токарном станке, но вместо резца используют ролики. Разогретый горелкой обод раскатывают до нужной формы методом ротационной вытяжки. Такой обод по своим свойствам почти не уступает объемной горячей штамповке. Но обратите внимание – только обод! Ступичная часть остается литой. Разновидность этого способа – использование литой, а затем осаженной (подвергнутой предварительной штамповке с помощью пресса) заготовки. Как и в предыдущем случае, обод раскатывают. Ступичная часть такого диска прочнее литой, но на стыке ее с ободом происходит изменение свойств металла, и это ухудшает прочность изделия. Для компенсации приходится увеличивать толщину стенок, и колесо получается более тяжелым, чем настоящее кованое. Можно ли отличить настоящую «ковку» от подобных гибридов? При грамотной конструкции – только по весу: ‘ковка’ легче». Бывают и составные колеса, в которых обод крепится к ступичной части при помощи болтов или сварки. Но в этом случае свойства колес зависят от технологии производства каждой из частей – они могут быть литые, раскатные или штампованные.

Что значат все эти цифры и буквы?
Таинственный набор цифр, написанный на диске, что-нибудь вроде 6Jx15 H2 5x108 ET 52 d63.3, – это параметры диска:
* 6 – ширина обода в дюймах;
* J – профиль закраин обода (самый распространенный, для легковых машин существуют также профили JJ, K, JK, B, P, D);
* 15 – диаметр обода в дюймах;
* H2 – тип хампа (выступа на полке обода), который удерживает бескамерную шину на диске. Существуют обычный хамп H, двойной H2, плоский FH, двойной плоский FH2, комбинированный CH, расширенный EH и расширенный EH2+;
* 5х108 – это PCD (Pitch Circle Diameter), диаметр окружности, на которой расположены крепежные отверстия, и количество этих отверстий;
* ET – так называемый вылет, расстояние между привалочной плоскостью диска и центральной плоскостью обода. Он может быть как отрицательным, так и положительным. Иногда вылет обозначается как DEPORT, OFFSET, INSET (положительный вылет) или OUTSET (отрицательный);
* d63.3 – диаметр центрального отверстия (ступицы) в миллиметрах. Обеспечивает центрирование колеса на ступице. Иногда диски делают универсальными, с большим центральным отверстием, а точное позиционирование осуществляется центрирующими шайбами.
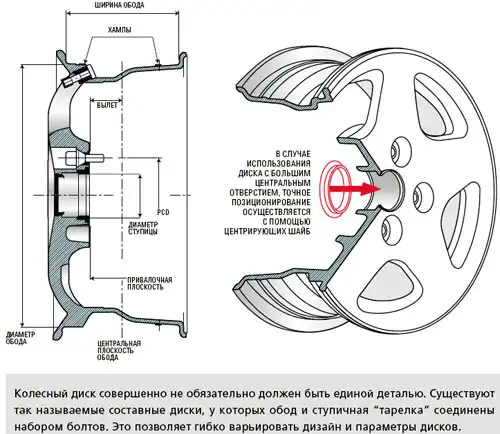
Производители автомобилей рассчитывают детали подвески и колесный крепеж под определенные параметры дисков, которых лучше придерживаться владельцу автомобиля
Штамповка и литье
Штампованные стальные колесные диски ставятся на большинство автомобилей на конвейере. Они состоят из двух частей – обода и «тарелки» специального профиля (для жесткости), изготовленных штамповкой стального листа и соединенных между собой точечной сваркой. Для защиты от коррозии используются различные покрытия. Такие колеса просты в производстве и поэтому дешевы, деформируются (а не разрушаются) при сильных ударах, допуская дальнейшее восстановление. Минусы их вполне понятны: они тяжелы (уменьшение массы невозможно без потери прочности), при нарушении защитного покрытия склонны к коррозии, да и внешний вид стальных дисков весьма банален (поэтому их обычно закрывают декоративными колпаками).
Литые колесные диски из алюминиевых сплавов примерно на 15–30% легче стальных (в зависимости от дизайна). Кроме того, внешний вид литых дисков достаточно привлекателен, технология литья позволяет изготавливать их практически в любом дизайне. Изготовленные методом литья диски хотя и легкие, но менее прочные, чем стальные. А самое главное – они гораздо менее пластичны и при очень сильных нагрузках не деформируются, а просто разрушаются. Литые диски из сплавов на основе магния еще легче алюминиевых (плотность магния меньше, чем алюминия), но магний гораздо менее стоек к коррозии, поэтому на магниевые диски приходится наносить многослойные защитные покрытия.

Все для спорта, все для победы

По своим свойствам (малая масса, высокая прочность, пластичность и упругость) кованые колеса отлично подходят для спортивных машин. Но в случае мелких партий колес нестандартных размеров (несколько сотен штук) дорогие секторные штампы делать невыгодно. Поэтому гоночные колеса изготавливают другим способом. Сначала с помощью универсального штампа получают широкие «катки» со сформированной ступичной частью и цилиндрической частью под обод. А затем обод… вытачивают, пуская до 85% металла в стружку! «В начале 1990-х годов, когда мы только начинали производство колес, такая технология применялась как основная, – поясняет Александр Ловчев. – Вообще спортивные колеса – это славная страница истории СМК. Мы поставляли колеса в Японию для мощных спортивных мотоциклов – Yamaha, Kawasaki, Suzuki. А для итальянской компании Speedline делали по спецзаказу магниевые колеса, которые под другими марками ставили на болиды ‘Формулы-1’».
Текст: Дмитрий Мамонтов, Фото: Руслан Гусейнов
Июнь 2007