
Производство пластиковых окон
Сегодня мы с вами отправляемся на завод компании Kaleva, которая является одной из самых известных компаний по производству пластиковых окон на российском рынке. Мы увидим завод полного цикла, что большая редкость и не свойственно для индустрии в целом. Это значит, что в производстве задействован не только сборочный цех, но и экструзионная линия.

Вся производственная линия максимально автоматизирована. На заводе есть своя лаборатория качества. И самое главное — компания самостоятельно разрабатывает новые модели окон, которые проектируются с учетом наших климатических условий, когда наблюдаются значительные сезонные перепады температур (от -30 до +30 градусов) и как следствие к окну требования более строгие, чем в Европе.
Кстати, очень интересный нюанс: компания принципиально работает только с частными клиентами. Всё дело в том, что строительные компании совершенно не интересуются качеством — им главное поставить в новостройку окна подешевле. Следовательно, на заводе вообще не производят окна типовых размеров. Но из-за высокого уровня автоматизации основных работ это никак не сказывается на конечной стоимости окна для покупателя.
Впрочем, давайте смотреть как устроено производство:
Основой любого окна является пластиковый профиль сложной конструкции. При его разработке учитывается множество параметров — стойкость к перепадам температур (линейным расширениям), прочность (статические и динамические нагрузки), минимальные габариты переплета (для увеличения полезной площади окна) и многое другое. Большинство оконных компаний покупает готовые профили, из которых уже собирают окна. Здесь на заводе установлено несколько собственных экструзионных линий.

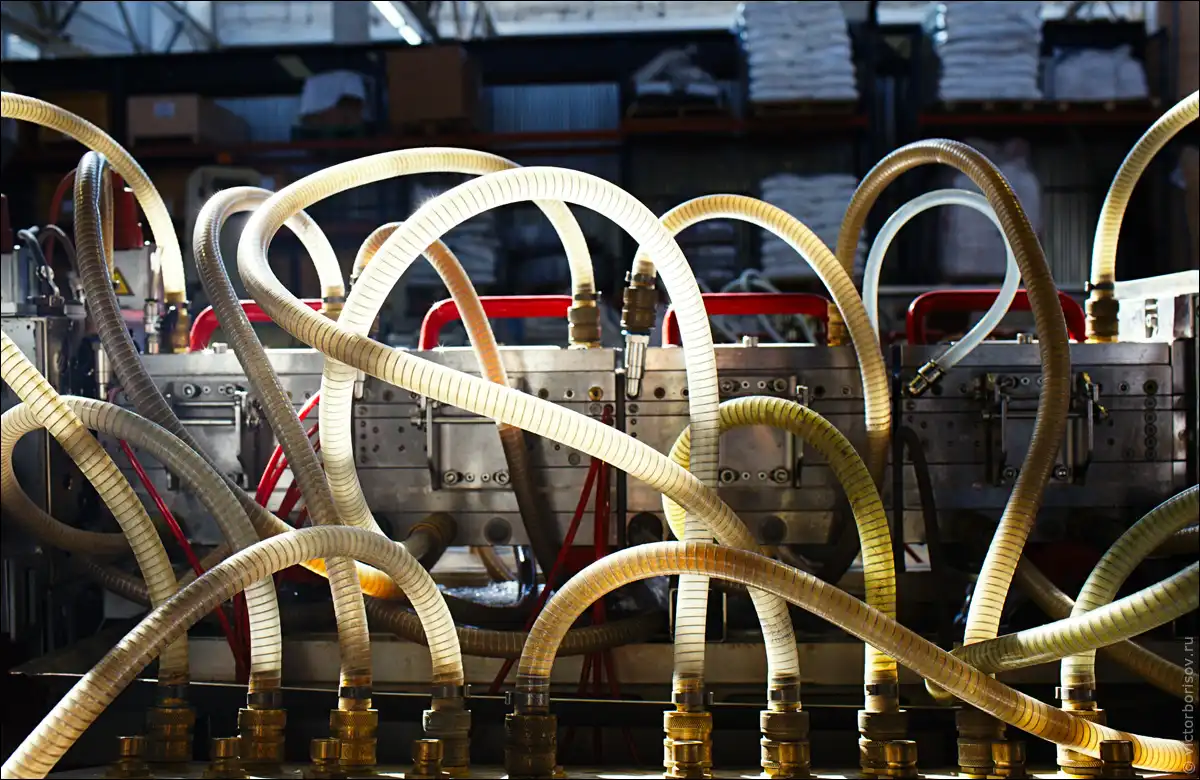
Экструзионная линия состоит из нескольких компонентов: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приёмный стол.

Сырье для производства — гранулированный или порошкообразный ПВХ. Производитель старается максимально оптимизировать использование сырья. К примеру, при изготовлении одной из моделей профиля используется повторно переработанный профиль, который остается в цехах сборки окон (после распила заготовок), а так же после стартового прогона линии (до момента выхода на требуемый уровень гладкости и белизны на заводе прогоняют до 200м (!) профиля, а затем линия работает несколько суток без остановки).

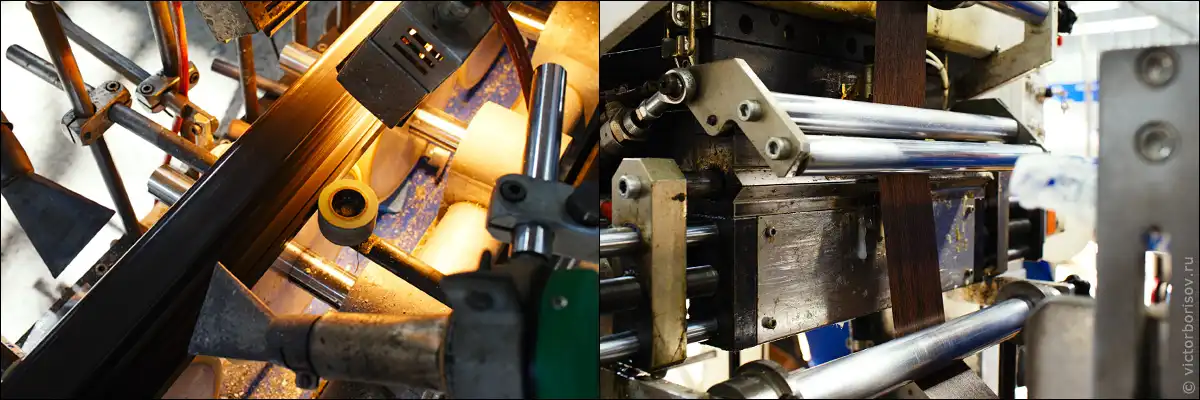
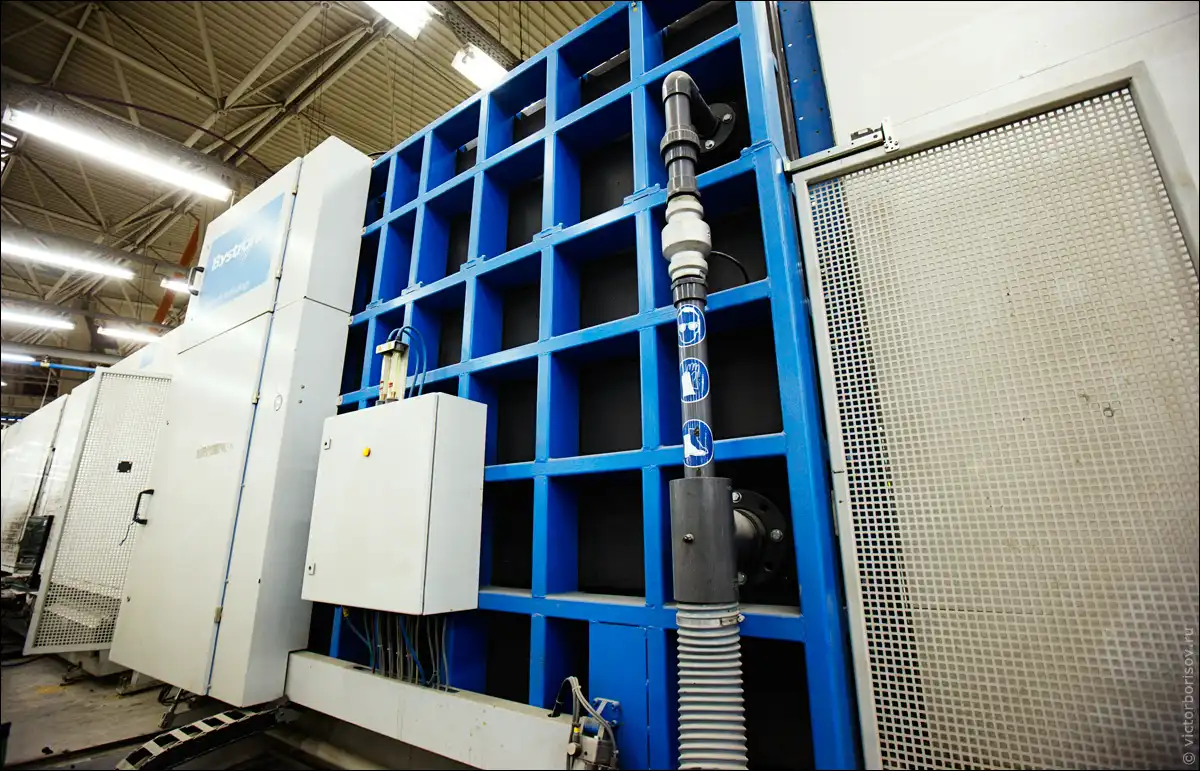
Ответственный момент запуска экструзионной линии. Слева находится экструдер, а справа калибрационный стол. Линии периодически останавливают для очистки или перехода на производства профиля другой модели. На фото рабочий вручную направляет сырую массу из экструдера в секцию калибраторов.

Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ. На этом этапе формируется предварительная форма будущего профиля.

После этого профиль попадает на калибрационный стол. Это серия из нескольких калибраторов в которых посредством вакуума полимерная масса притягивается к формующим поверхностям.

Калибраторов на линии может быть несколько. Чем их больше — тем выше качество получаемого профиля.
После прохождения через калибраторы профиль необходимо охладить. Это делается в длинной ванне с рециркулирующей водой. На заводе сложная многоступенчатая система фильтрации воды, так как попадание одной крошки может привести к порче профиля и отбраковке выпущенного с дефектом материала.

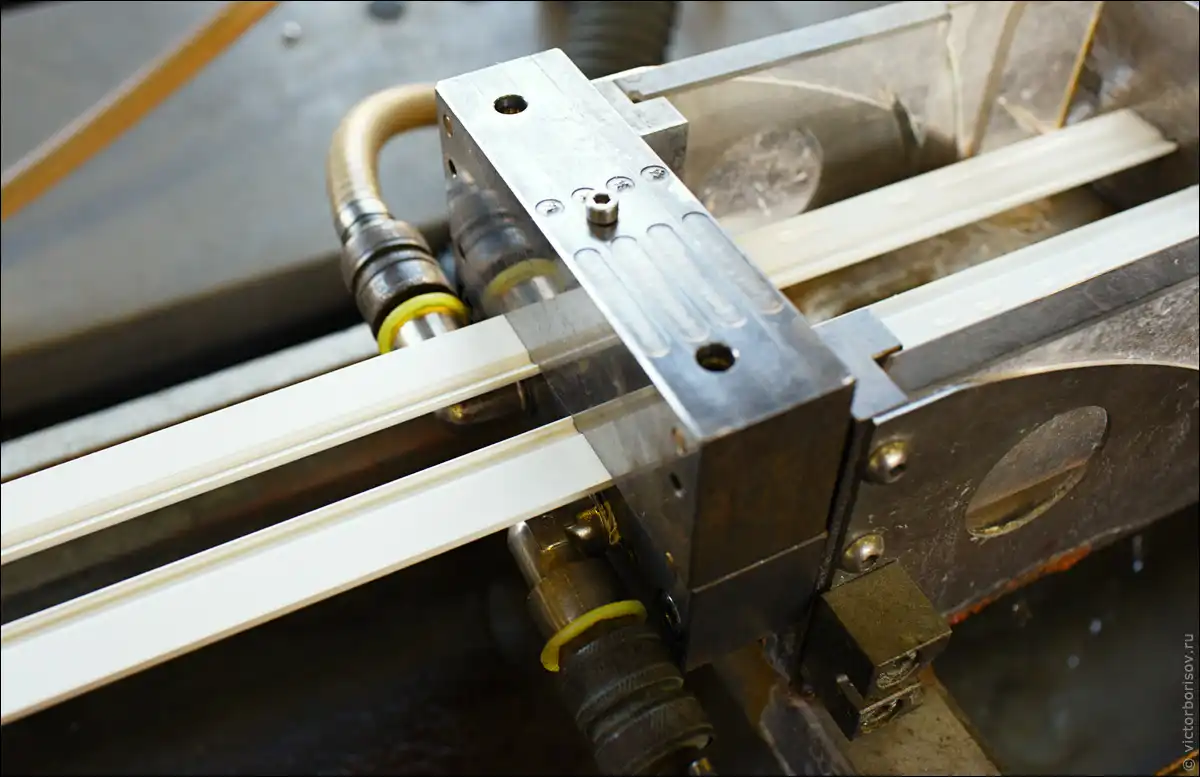
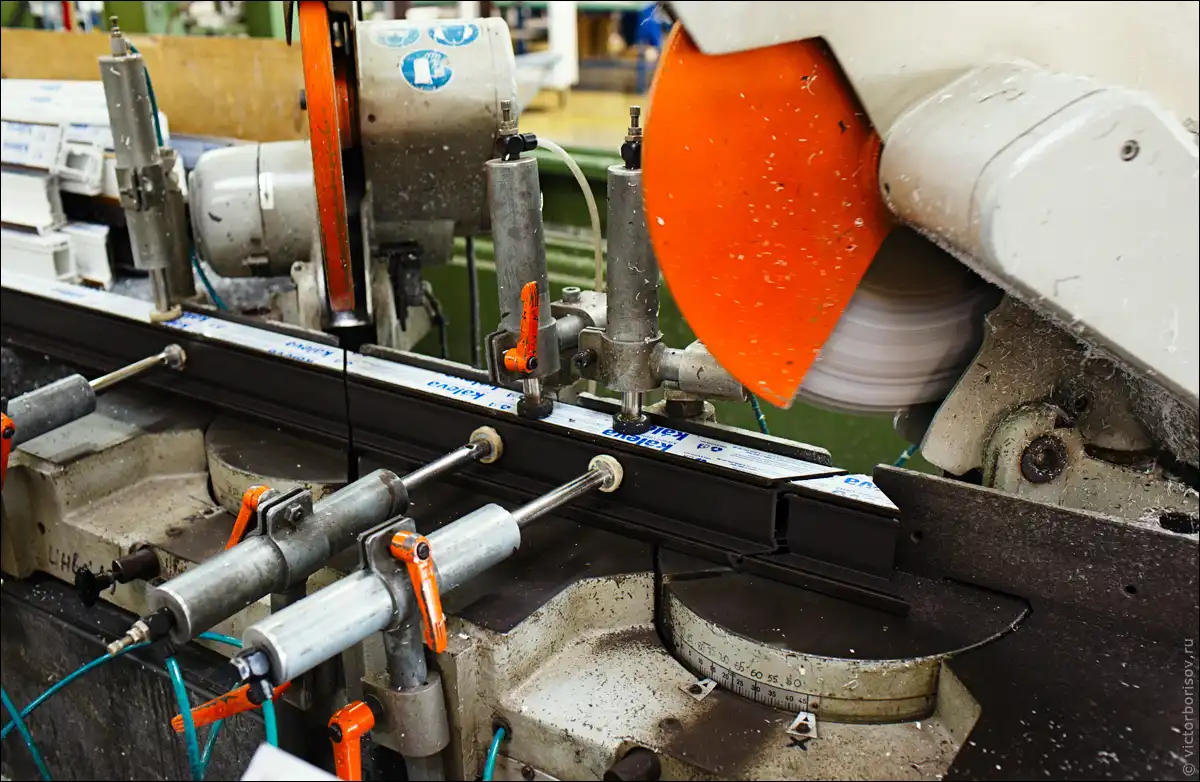
Сразу же за калибрационным столом находится протягивающее устройство, которое в автоматическом режиме вытягивает уже готовый профиль.За тем, что бы скорость выхода профиля из экструдера и скорость протяжке были равными следит специальный сервер, если скорости будут отличаться - это может сказаться на геометрии профиля. Сервер отслеживает изменения и корректирует скорости. Здесь же располагается отрезная пила, которая нарезает профиль на секции длиной по 6 метров, причем резка происходит почти за секунду и без остановки линии — пила движется вместе с профилем в процессе резки.

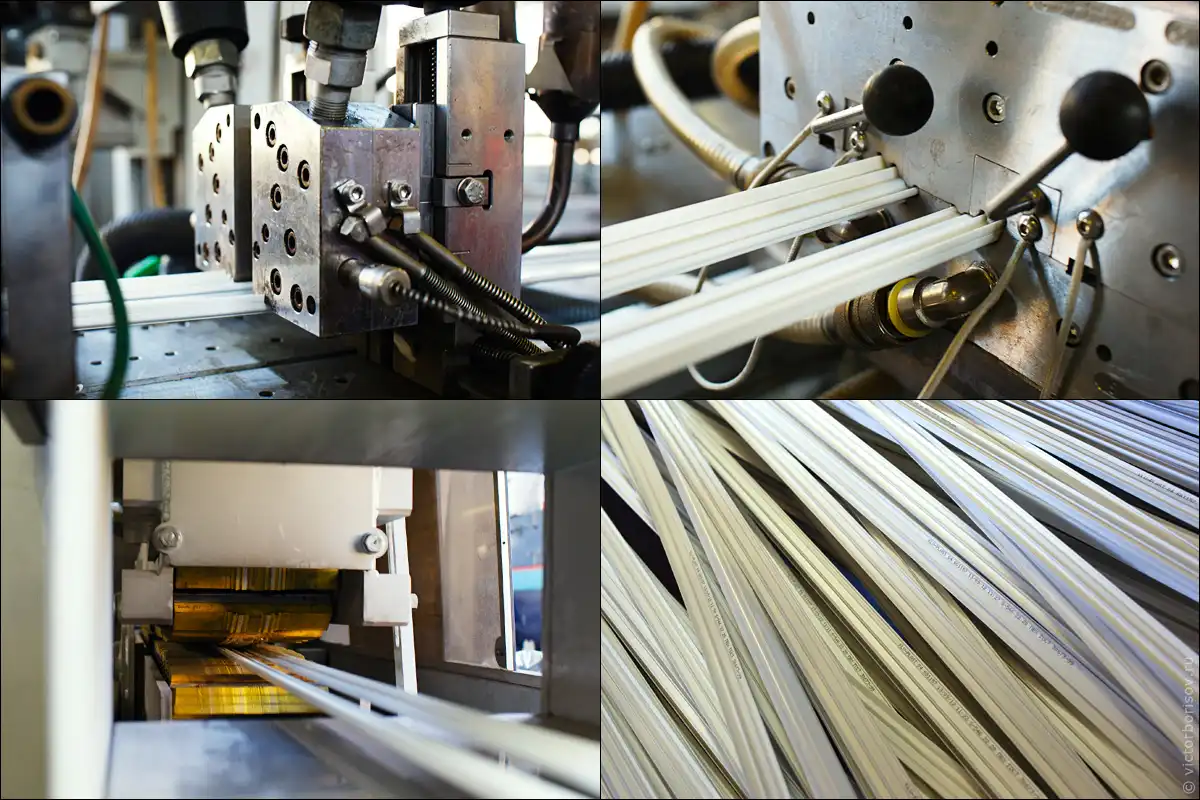
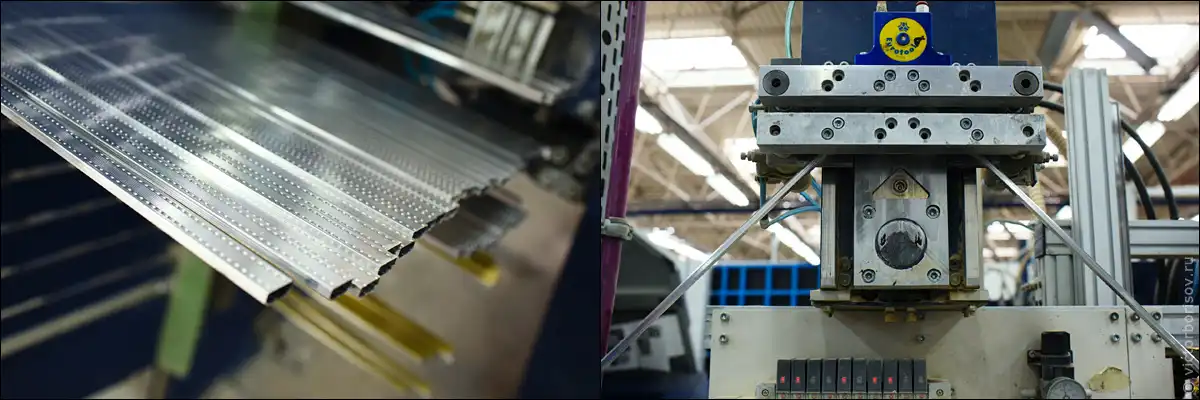
Параллельно работает линия по производству штапиков.
Здесь идентичная экструзионная линия, но процесс состоит из двух частей. Сначала производится жёсткая часть штапика, после чего на её кромки наплавляется мягкий ПВХ. В левом нижнем углу можно увидеть протягивающий механизм.
В соседнем помещении находится лаборатория контроля качества. Абсолютно все партии профилей проходят испытания, пробы берутся несколько раз в сутки. Проверяют прочность самого профиля (в том числе с предварительным охлаждением профиля), прочность сварных швов , а также контролируют цвет и белизну профиля с помощью спектрофотометра.

Изготовленный профиль на поддоне.
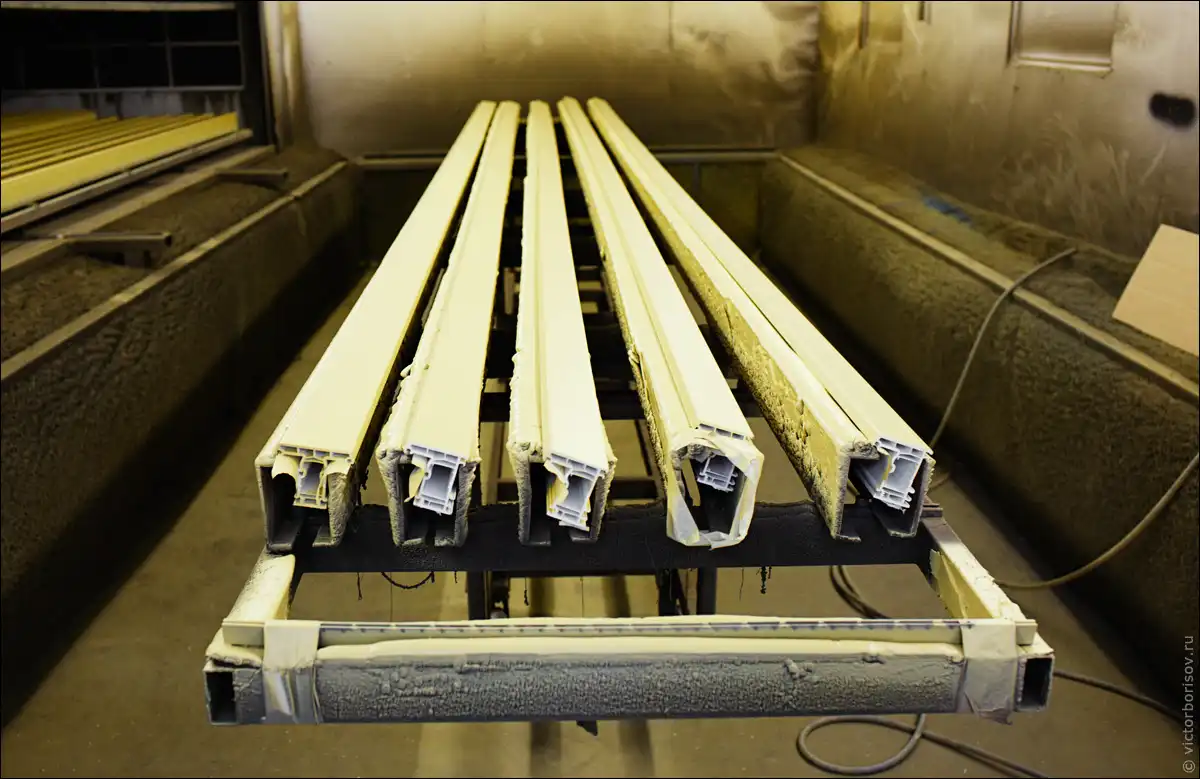
Завод не ограничивается выпуском профилей белого цвета, в ассортименте также есть бежевые и тёмно-коричневые профили, окрашенные в массе. Но спрос диктуют покупатели, поэтому кроме этого на заводе осуществляется нанесение различных ламинационных пленок, которые имеют не только рисунок под дерево, но и объемную фактуру.

На завод пленка поступает в рулонах шириной по 50 см и длиной порядка 550-600 метров. На фото видно как она разрезается и формируются новые мотки, исходя из особенностей модели для которой они будут использованы. Отходов не остаётся.

Сначала профиль разогревается с помощью нескольких тепловых ламп и пушек, одновременно обдуваясь ими, защищая профиль от попадания пыли. На пленку, тем временем подается клеевой состав, и затем под давлением она приклеивается к профилю, и убираются остатки клея. В итоге после сушки оторвать пленку от профиля практически невозможно, она становится его частью.
Как правило, пленки идут для загородного строительства или для внутренней стороны помещения, а современные жилые комплексы красятся по фасаду. По заказу можно окрасить профиль в любой цвет (и оттенок) по международной таблице RAL специальными красками с хорошей адгезией к ПВХ.
Дальше идёт цех сборки. Важной частью будущего окна является стальной профиль, который придаёт жесткость всей конструкции. Сначала его нарезают на части удобные для работы из 6-ти метровых хлыстов с помощью ленточной пилы. Такой профиль устанавливается в коробку почти всех моделей. Для створок, как правило используюсь усеченный профиль. А в новейших моделях, для увеличения полезной площади остекления применяются инновационные решения с вклеиванием стеклопакета, который по сути, принимает на себя функцию армирования.

Профиль попадает на практически полностью автоматизированную линию. Здесь происходит резка отдельных элементов будущего окна и фиксация стального профиля внутри рамы.
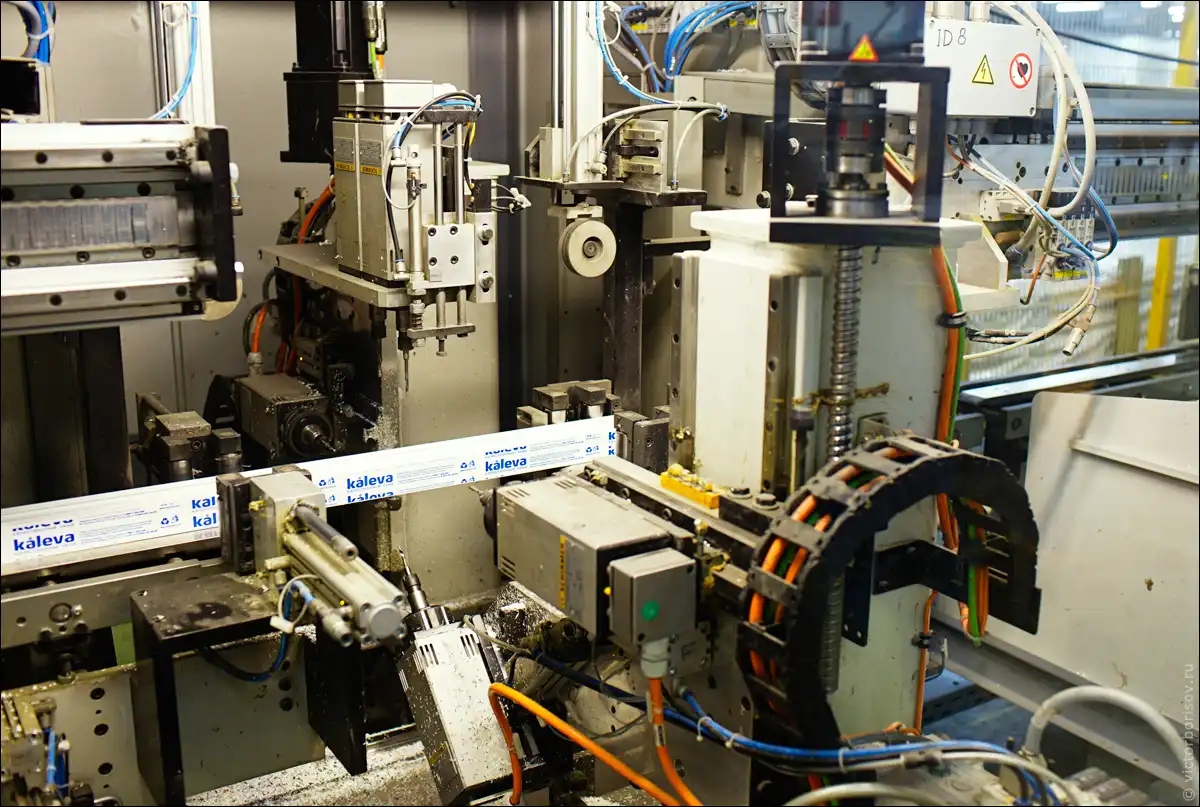
На каждый элемент приклеивается этикетка с указанием номера заказа и размеров. Табло слева — указание для оператора, в какой последовательности и какой длины выходят отрезанные элементы окна. Справа видна маркировка наклеиваемая на детали, для внутреннего использования. На фото внизу видно, как станок укладывает профиль для последующего развоза по отделам.

Робот самостоятельно определяет размеры будущего окна, а процесс сварки проводится автоматически и одномоментно во всех четырех углах, за счет чего достигается идеальная геометрия будущей конструкции.

Оператор здесь нужен только для того, чтобы разложить части профиля по сторонам, дальше происходит автоматический нагрев торцевых сторон профиля и сжатие.

Затем рама движется по конвейеру на участок автоматической зачистке швов.

Рядом изготавливают импосты. Их роль может быть как декоративной (соблюдение дизайна фасада), так и функциональной — усиление сопротивления ветровым нагрузкам. Такие ребра жесткости способны удерживать створки, и чаще всего именно для этой функции и применяются.

Их устанавливают вручную.

Затем в раму устанавливается уплотнитель. Скорость этого рабочего феноменальна :)

Финальная операция — установка фурнитуры и механизмов выполняется автоматически.

Оконная рама готова, теперь нужно сделать стеклопакет. Стекла поступают на производство огромными листами 6000x3210 мм, это так называемый Jumbo-формат. Для их перевозки используют специальный полуприцеп-стекловоз, с полностью независимой подвеской колёс и грузовым отсеком расположенным между осями. Стекловозы приезжают на завод в 5 утра, поэтому эту фотографию я попросил на заводе.

Процесс нарезки стекол не менее интересен. Заказы поступают со всех офисов компании в автоматическом режиме (свыше 200 точек по России) и сервер рассчитывает поток таким образом, чтобы при нарезке стекла на прямоугольники и треугольники, не оставалось отходов стекла. Так же этот массивный агрегат может вырезать стекла любой формы, в том числе круги и дуги со сложными радиусами. В процессе резки в место раскройки подается специальная жидкость, облегчающая разделение нарезанных частей стекла.

Перед оператором на мониторе схема резки листа с номерами секторов, для раскладки отрезанных кусков. Розовым цветом помечен текущий ряд, с которым работает оператор.

Нарезанные стёкла расставляют по номерам на стеллаже и перевозят на линию сборки.

Спейсеры (внутренний разделитель между стёклами) автоматически сгибаются в прямоугольники. Но конструктивно они несут еще одну важную функцию — внутрь засыпается силика-гель, который препятствует выпадению конденсата внутри стеклопакета. Это необходимо, так как даже в осушённом воздухе или аргоновой смеси, невозможно исключить наличие влаги, которая неизменно выпадет конденсатом при изменении температуры и давления до уровня точки росы.
По периметру на спейсер наносится клеевой состав.

Стёкла тем временем проходят через автоматическую мойку.

А затем оператор вручную приклеивает спейсер к одному из стёкол.

Для снижения теплопотерь внутрь стеклопакета закачивается аргон. После того, как заполнение аргоном завершено, два стекла прижимаются друг к другу. После этого, на стеклопакет наносится второй слой герметизации и он отправляется на сушку.
Подготовка к установке стеклопакета.

Установленный стеклопакет закрепляется штапиком.

Все изделия упаковываются в пленку, чтобы не запачкаться при транспортировке и не заносить уличную грязь на место будущего монтажа.

Это ещё не всё. Здесь же расположена испытательная лаборатория, где проводят испытания как выпускаемой, так и разрабатываемой продукции. Это температурные испытания, проверка геометрических искажений стекла, стойкость к кислотам и солям, испытания ресурса фурнитуры на количество открываний/закрываний и т.д.

Перспективная разработка — стеклопакет со встроенными жалюзи. Вся крутизна конструкции в том, что внутренний объем герметичен, а управление осуществляется с помощью мощного магнита через стекло. Это опытный образец, в серию пока не поступил. По секрету рассказали, что на следующий год возможен запуск в серию, если образцы успешно пройдут испытания этой зимой, сохранив герметичность и высокие показания по сопротивлению теплопередачи.

Ну и напоследок заглянем в цех производства нестандартных изделий. Здесь работает больше всего людей. Все операции полностью механизированы, но подачу материалов производят вручную. Внизу фотографии видно шкалу выставления углов резки для изготавления изделей непрямоугольной формы.
Здесь же изготавливают такие сложные вещи как арочные и круглые окна. Всё просто. Сначала на столе собирают изогнутую форму, затем внутрь профиля вставляют гибкие шнуры и погружают его в ванну с глицерином (его температура кипения выше, чем у воды). Затем вынимают и раскладывают по установленным направляющим на столе для остывания.

Затем сварка и зачистка швов.

Установка штапиков, фурнитуры и все.

Это что касается самой технологии производства окон. По техническим характеристикам конечно же лучше смотреть официальный сайт компании (инновационных решений очень много, здесь их нет смысла перечислять).
В производстве же на мой взгляд самое главное то, что оно организовано таким образом, что позволяет выпускать окна абсолютно любых (не типовых) размеров по адекватной цене (за счёт автоматизации и сокращения издержек).